 Whether you’re using granules or filament, FDM printing relies heavily on a consistent flowrate of the extruder. This is also the challenge with [HomoFaciens]’s direct granule extruder. Version 7.1 here refines some parameters before being put through a number of printing tests to see how close it comes to something you’d want to use for production.
Whether you’re using granules or filament, FDM printing relies heavily on a consistent flowrate of the extruder. This is also the challenge with [HomoFaciens]’s direct granule extruder. Version 7.1 here refines some parameters before being put through a number of printing tests to see how close it comes to something you’d want to use for production.
There’s also an accompanying blog post, on which the project files can be found for those who are playing along at home.
A big part of this V7.1 change was to simplify the design for manufacturing, removing the brass insert of V7.0, instead requiring some manual labor using a drill bit and a hand reamer to get the inside of the extruder tube just right.
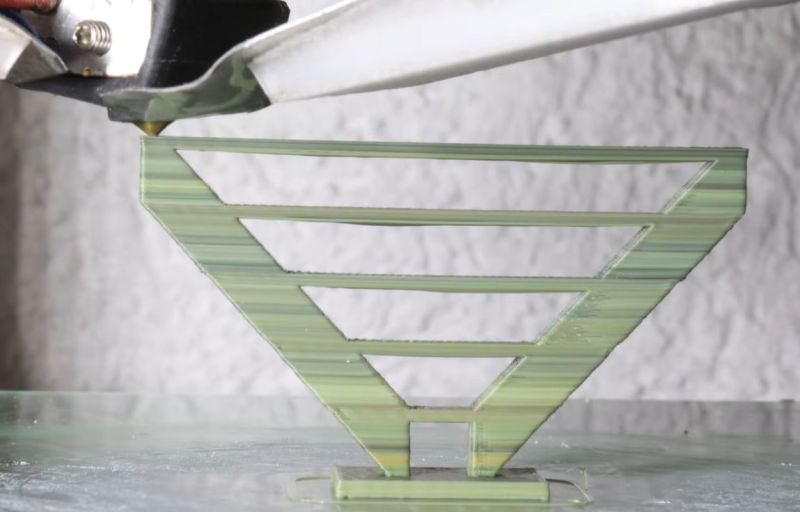
The section with the heating element was also extended, though this didn’t have as much of an effect as expected. During testing the overall results were actually pretty good, with the extruder able to keep up with bridging tests while the feared air bubbles from air intruding into the tube remained absent.
On the Prusa Mk4 FDM printer, there are some definite limitations on testing features like input shaping resulting in wavy patterns in some rest prints, but for upcoming tests a different FDM printer will be used which should more clearly show the potential of this extruder design.
No comments:
Post a Comment