[JanTec Engineering] was fascinated by the idea of using a 3D printer’s hot end to inject voids and channels in the infill with molten plastic, leading to stronger prints without the need to insert hardware or anything else. Inspiration came from two similar ideas: z-pinning which creates hollow vertical channels that act as reinforcements when filled with molten plastic by the hot end, and VoxelFill (patented by AIM3D) which does the same, but with cavities that are not uniform for better strength in different directions. Craving details? You can read the paper on z-pinning, and watch VoxelFill in (simulated) action or browse the VoxelFill patent.
With a prominent disclaimer that his independent experiments are not a copy of VoxelFill nor are they performing or implying patent infringement, [JanTec] goes on to use a lot of custom G-code (and suffers many messy failures) to perform some experiments and share what he learned.
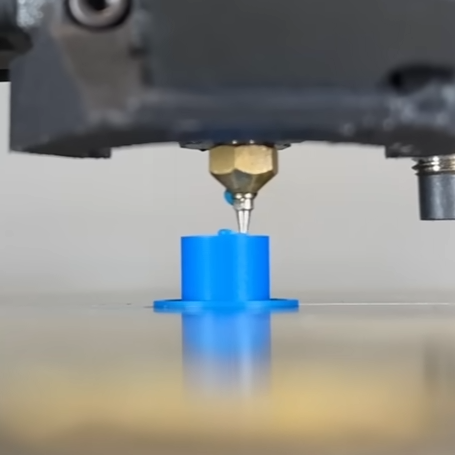
One big finding is that one can’t simply have an empty cylinder inside the print and expect to fill it all up in one go. Molten plastic begins to cool immediately after leaving a 3D printer’s nozzle, and won’t make it very far down a deep hole before it cools and hardens. One needs to fill a cavity periodically rather than all in one go. And it’s better to fill it from the bottom-up rather than from the top-down.
He got better performance by modifying his 3D printer’s hot end with an airbrush nozzle, which gave about 4 mm of extra length to work with. This extra long nozzle could reach down further into cavities, and fill them from the bottom-up for better results. Performing the infill injection at higher temperatures helped fill the cavities more fully, as well.
Another thing learned is that dumping a lot of molten plastic into a 3D print risks deforming the print because the injected infill brings a lot of heat with it. This can be mitigated by printing the object with more perimeters and a denser infill so that there’s more mass to deal with the added heat, but it’s still a bit of a trouble point.
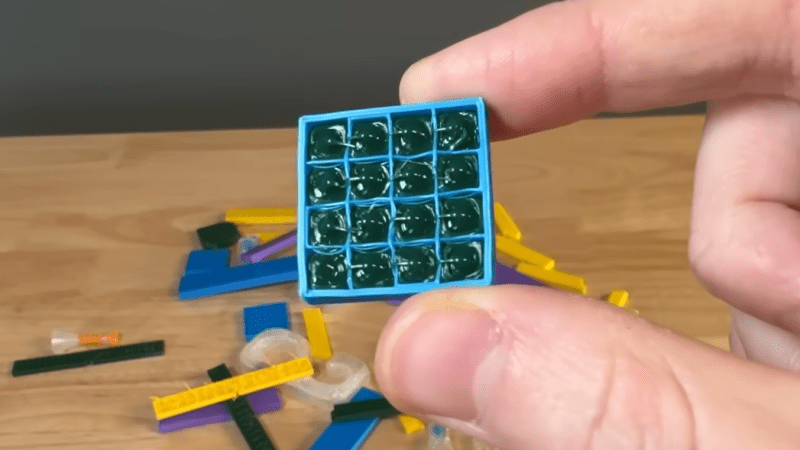
[JanTec] put his testing hardware to use and found that parts with infill injection were noticeably more impact resistant than without. But when it came to stiffness, an infill injected part resisted bending only a little better than a part without, probably because the test part is very short and the filled cavities can’t really shine in that configuration.
These are just preliminary results, but got him thinking there are maybe there are possibilities with injecting materials other than the one being used to print the object itself. Would a part resist bending more if it were infill injected with carbon-fibre filament? We hope he does some follow-up experiments; we’d love to see the results.




No comments:
Post a Comment